山東優質噴砂拋光著色氧化廠家
發布時間:2023-04-25 01:11:38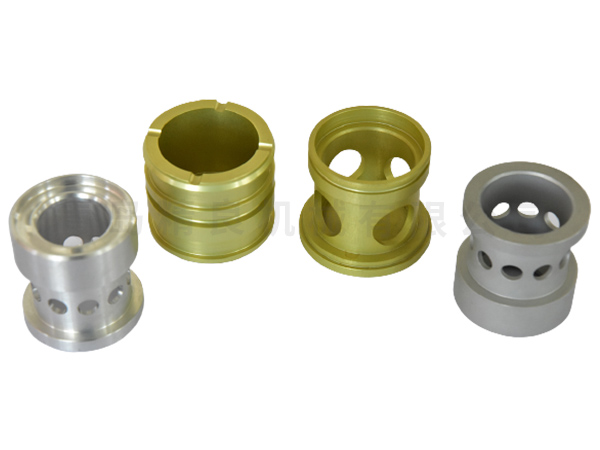
山東優質噴砂拋光著色氧化廠家
鋁因其質輕,抗壓強度和耐蝕性而出名。在很多狀況下,沒經加工處理的鋁合金型材的白色外型充足。殊不知,對鋁合金型材開展陽極氧化處理有很多緣故。陽極氧化處理是一種相對性簡潔的化學全過程,已有近一個世紀的歷史時間。用以提升鋁表層純天然空氣氧化層的薄厚.鋁氧化是一種堅韌經久耐用的表層改性劑,能維持鋁的外觀和當然金屬質感,提高其抵御中國傳統元素的工作能力。陽極氧化處理是一種不能缺失的表層改性劑,它不容易脫落,脫落或出泡。與當然產生的薄空氣氧化層對比,操縱生成的空氣氧化層更硬,更經久耐用,薄厚約為1000倍.

山東優質噴砂拋光著色氧化廠家
以鋁合金型材硬質氧化加工工藝規定為例子:4.表層光滑度硬質的陽極氧化處理后,零件表層的光滑度是有些更改的,針對較不光滑的外表而言,經此處置后還可以看起來比原先整平一些,而對初始光滑度較高的零件而言,通常通過此類處置后,表明的表面光潔光澤度反倒有些減少,減少的頻率在1~2級上下。5.部分維護一般先做好一般的陽極氧化處理,在實現硬質的陽極氧化處理,把不用開展硬質的陽極氧化處理的外表進行絕緣層,絕緣層的辦法有效噴漆槍或刷子,將以配置好氟苯膠或過氫丁二烯膠擦抹于不用解決的表層,電纜護套要涂的薄而勻稱,每涂一層應在較低溫度下干躁30~60分鐘共涂2~4層就可以。

山東優質噴砂拋光著色氧化廠家
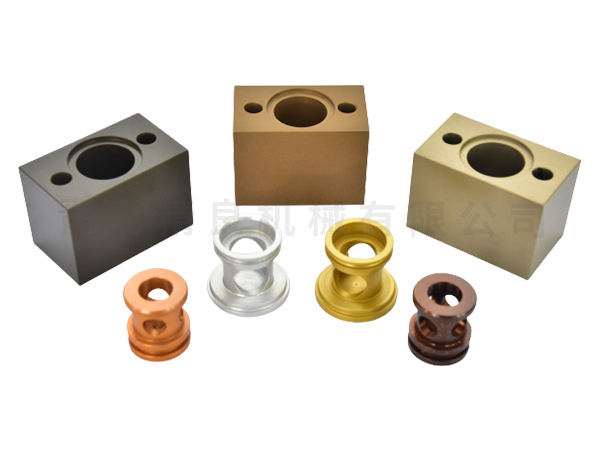
鋁氧化處理采用的鋁型材表層不應該有比較嚴重的刮傷,機構缺點和參雜。他們會危害空氣氧化膜層的外觀設計和抗蝕性。一些鋁合金型材應運用有效的標準開展熱處理工藝。晶體的高低對空氣氧化膜的構造和特性有一定危害。粗壯的晶體在空氣氧化全過程中反映不勻稱,常出現橘子皮狀外型。因而,一般均期待鋁型材有偏細的晶體構造。采用空氣氧化機器設備時,還應留意:采用硬質氧化開關電源時,提議應用高頻率硬質氧化開關電源水冷散熱型,因輸出波型為波形,且節能環保成效顯著上膜速度更快,提議應用。
山東優質噴砂拋光著色氧化廠家
鋁合金型材陽極氧化處理膜的正確處理方式:二.脫油后于以下水溶液中有機化學解決:氟化氫銨3-3.5.氧化鉻20-26.倍他米松2-2.5.硫酸50-60.硼酸0.4-0.6.水1000在25-40°C預浸4.5-6min,即開展水清洗.干躁。這類方式鉚接抗壓強度較高,解決后4h內膠接,適用環氧膠和環氧樹脂-丁晴膠鉚接。三.脫油后于以下水溶液中開展陽極氧化處理:硫酸22g/l在1-1.5A/dm2的直流電抗壓強度下預浸10-15min,再在飽和狀態重絡酸水溶液中,于95-100°C下預浸5-20min,隨后水清洗,干躁。歷經加工處理后的金屬表層具備相對高度活力,更非常容易再一次遭受塵土.體內濕氣等的環境污染。因此解決后的金屬表層應盡量快地完成鉚接。